





Malmultekosta Prezlisto por Gisfero-Fandiga Elektra Forno
Aliĝante al la teorio de "kvalito, servoj, efikeco kaj kresko", nun ni akiris fidojn kaj laŭdojn de hejma kaj internacia aĉetanto por Malmultekosta Prezlisto por Elektra Forno de Fonto-Fandado, Ĉu vi ankoraŭ serĉas bonkvalitan produkton konforman al via bona firmaobildo dum vastigado de via produkta gamo? Provu niajn kvalitajn produktojn. Via elekto pruvos esti inteligenta!
Aliĝante al la teorio de "kvalito, servoj, efikeco kaj kresko", nun ni akiris fidojn kaj laŭdojn de hejma kaj internacia aĉetanto porĈinio Cast Iron Fandforno kaj Indukta Forno, Nun ni havas nian propran registritan markon kaj nia kompanio rapide disvolviĝas pro altkvalita varo, konkurenciva prezo kaj bonega servo. Ni elkore esperas establi komercajn rilatojn kun pli da amikoj de hejme kaj eksterlande en proksima estonteco. Ni atendas vian korespondadon.
Karakterizaĵoj
Casting metodoj
La kutimaj gisadmetodoj estas:
flamfado
indukta fandado
malplena premo mortfandado
Flama fandado
Flama gisado estas la plej tradicia gisadmetodo kaj ĝi estas verŝajne la plej ofta kaj malpli multekosta. Tiu metodo estis utila por evoluigi gisadteknikojn sed ĝi ne kongruas bone kun la laŭleĝaj kaj teknikaj postuloj de aktuala merkato. Ĉi tiu tekniko baziĝas nur sur la kompetenteco kaj lerteco de la funkciigisto: uzo de ĉi tiu tekniko postulas kapablon regi la flamon, bonan scion pri metalprilaborado same kiel sentemon kaj operacian zorgemon.Kvankam estas vere, ke multaj operatoroj estas veraj majstroj de ĉi tiu tekniko ni pensu, ke ĉi tiu tekniko ne garantios reprodukteblecon kaj konstantan kvalitan nivelon. Kaj se procezo, kiel ĉi tiu, estas tute bazita sur la kapablo kaj kompetenteco de la funkciigisto ĝi ne estas fleksebla procezo, kaj fleksebleco estas esenca postulo por modernaj dentoteknikistaj laboratorioj. La procezo ja devus esti reproduktebla sendepende de la kompetenteco de funkciigistoj. Aldone al tio la flam-gisada metodo ne permesas atestadon kaj dokumentadon de la gisadprocezo per aŭtomataj procezkontrolsistemoj.
Indukta fandado
Indukta fandado certe reprezentis sukceson en la sektoro de fandado sed malgraŭ tio la tekniko havas kelkajn trajtojn, kiuj malebligas uzi ĝin en racie kaj organizita maniero en la laboratorio de la dentoteknikisto.La indukta sistemo estas duonaŭtomata en naturo kaj la tutaĵo. procezo, kiel flam-gisado, dependas de la kapablo de la funkciigisto.Ĉu fakto, ke la funkciigisto havas la taskon taksi ĉu fandado estis ĝusta kaj aktivigi la centrifugan aparaton. «Tial, reproduktebleco kaj konstanta kvalita nivelo ne povas esti garantiitaj uzante ĉi tiun teknikon. Indukta gisado estas tre rapida. La metala alojo estas varmigita de la interno al la ekstero. La teknika naturo de la indukta sistemo malebligas stabiligi la alojan temperaturon laŭlonge de la tempo aŭ bloki la temperaturon plialtiĝon. La centrifuga premo estas unudirekta kaj multaj induktaj ĵetmaŝinoj ne havas vakuan sistemon, tial la aero trovita en la unuo povas kaŭzi. pora fandado.
Vakua premo ĵetkubo
La vakua premo ĵetkubo ĉiam estis konsiderata altkvalita fandprocezo, tamen ĝia populareco restis limigita ĝis meze de la 90-aj jaroj pro la fakto ke la temperaturoj atingitaj de tiuj aparatoj ne estis taŭgaj por fandado kaj fandado de la novaj dentaj alojoj. Nova generacio de aparatoj poste estis evoluigita, kiuj estis kapablaj je fandado de bazmetalaj, duonvaloraj, Paladiaj kaj altvaloraj dentalojoj.
La Hasung vakupremaj ĵetaĵaj maŝinoj havas bonegan fand-temperaturan kontrolon, produktante la fandadon en vakuo kaj ebligante efektivigi plurdirektan premon. Ĉio ĉi certigas grandan uzflekseblecon, reprodukteblecon kaj konstantan kvaliton kaj minimumigas la efikon de la funkciigisto sur la rezulto.
Kiel atingi bonan casting
Sekvu la postulojn pri ĵeta temperaturo
Teni kontrolon de fandado de temperaturo estas la plej grava postulo por konservi la metalurgiajn trajtojn de la alojo. Konformo kun la fandadatumoj kaj specifoj estas esenca por eviti sublimadon de la malaltaj frostopunktaj metaloj enhavitaj en la alojo.
Metalo fandita ĉe la taŭga temperaturo havos ĉiujn trajtojn preskribitajn de la fabrikista kompanio, alie povas esti iuj ŝanĝoj en la metalurgia strukturo de la metalo, kiuj povas kaŭzi ŝanĝojn en teknikaj propraĵoj kaj problemoj dum la postaj prilaboraj fazoj.
Gisado kun omnidirekta premo
Dentaj alojoj estas kunmetitaj de pluraj malsamaj metaloj, ĉiu kun sia propra specifa denseco. Uzante centrifugajn injektajn teknikojn la rezulto estos unudirekta premo en kiu la metaloj kun pli altaj specifaj densecoj estas enkondukitaj en la cilindro antaŭ tiuj kun pli malaltaj densecoj. Uzante la premajn ĵetkubantajn teknikojn, la metalo estas enkondukita statike en la cilindro kaj tiam la cilindro estas senŝirma al ĉiodirekta kaj konstanta premo kiu permesas perfektan tavoligon de la metalo.
Malplena fandado
Por atingi altan mekanikan reziston kaj precizecon la fandado devas esti farita en libera aero. Ĉi tio certigas tute neporan alojan fanadon.
La avantaĝoj de la Hasung ĵetkuba sistemo
Konformo al fiksitaj temperaturspecifoj
Ĉi tio eblas danke al sistemo, kiu kombinas kontrolon per mikroprocesoro, termopar kaj kontrollogiko, farita per kompleksa elektronika sistemo kun infraruĝa montrilo.
Avantaĝoj: Maksimuma precizeco en alojproduktado kun posta konservado de metalurgiaj specifoj.
Ĉiodirekta premo sur la metalo
Aŭtomata kunpremo produktas unuforman kaj egalan premon sur la tuta cilindro. Ne estas centrifuga efiko de la metaloj, kiuj formas la alojon.
Avantaĝoj: Pli alta aloja kompakteco, pli bona tavoliĝo, ŝparado de aloja materialo (ne bezonas kroman materialon por esti uzata por kanaloj kaj troa gisita materialo)
Fandado estas farita en atmosfera medio
Sed gisado estas farata en senaera medio ĉar la ĵetmaŝinoj de la serio TVC, antaŭ renversado, efektivigas aŭtomatan procezon de senaera produktado.
Avantaĝoj: Maksimuma precizeco, altkvalita kaj tempoŝparado en finaj laboroj.
Maksimuma operacia fleksebleco
Uzebleco de ĉiuj laboratoriokomponentoj ĉar ekzistas neniu homa interveno.
Avantaĝoj: Uzebleco de ĉiuj laboratoriokomponentoj.
Kvalita reproduktebleco
La procezo estas aŭtomata kaj havas neniun homan intervenon.
Avantaĝoj: La aŭtomata ciklo kaj foresto de homa interveno donas perfektan reprodukteblecon de rezultoj.
Kostefika administrado
Ĝenerale procezadministrado estas 100% kostefika: elektra energikonsumo estas malalta kaj la konsumeblaj estas malmultekostaj.
Avantaĝoj: kostefikeco.
Kial Vi Elektas Hasung Vakuo-Premo-Jundan maŝinon?
Hasung vakuaj Casting maŝinoj komparas al aliaj kompanioj
1. Apliki altkostajn mondfamajn komponantojn el eksterlande.
2. Granda laboro por certigi kvalitajn maŝinojn.
3. Multe pli alta nivela kvalito ol aliaj ĉinaj provizantoj.
4. Grandaj metalaj fandado rezultoj.
5. Kun altnivela vibra teknologio (laŭvola), por certigi glatajn metalojn ĵetitajn de la premaj ĵetmaŝinoj de Hasung.
La TVC-indukta vakua prema ĵetmaŝino estas ekipita per vibra sistemo, kiu ebligas al vi havi pli bonajn ĵetajn rezultojn, precipe por viaj maldikaj pecoj-produktoj, Karat-ora juvelaĵo.
Kun Mitsubishi PLC-tuŝpanela regilo, simpla sed bonega labora agado.
Vi povas fari manan gisadon aŭ plene aŭtomatan gisadon.
Vi povas mem agordi parametrojn laŭ viaj produktoj.
Vi mem povas agordi stokajn kasadmomeriojn.
La ĵetmaŝino aplikas Germanion IGBT-indukta hejtado-teknologion, Germanion Schneider-elektron, Germanion Omron, Japanion Mitsubishi-elektron, Japanion Panasonic-servan stiradon, Japanion SMC, ktp.
Uzu altkvalitajn komponantojn, bonan metion.
Teknikaj Parametroj
| Modelo Nr. | HS-TVC1 | HS-TVC2 | HS-TVC4 | HS-TVC6 | HS-TVC8 |
| Tensio | 220V unufaza / 380V 3 fazoj 50/60Hz | 380V 3 fazoj, 50/60Hz | |||
| Elektroprovizo | 5KW/8KW | 8KW | 15 kW | ||
| Maksimuma Temp | 1500°C | ||||
| Tempo de Fandado | 8-15 min. / 3-5 min. | 3-5 min. | 3-5 min | 3-5 min. | 4-6 min. |
| Ŝirma Gaso | Argono / Nitrogeno | ||||
| Premo | 0.1-0.3Mpa (Alĝustigebla) | ||||
| Tempa Precizeco | ± 1°C | ||||
| Kapacito (Oro) | 1 kg | 2 kg | 4 kg | 6 kg | 8 kg (Oro) |
| Maks. Grando de flakono | 4″x10″/5″x12″ | 5″x12″/6.3″x12″ | 6,3″x12″ | 8,6″x12″/10″x13″ | |
| Vakuopumpilo | Altkvalita vakupumpilo/Germana vakupumpilo, malplena grado - 100KPA (laŭvola) | ||||
| Apliko | Oro, K oro, arĝento, kupro kaj aliaj alojoj | ||||
| Operacia metodo | Unu-ŝlosila operacio por kompletigi la tutan procezon, POKA YOKE senprudenta sistemo | ||||
| Malvarmiga tipo | Akvofrigilo (vendita aparte) aŭ Flua akvo | ||||
| Dimensioj | 680*880*1530mm | ||||
| Pezo | ĉ. 150 kg | ĉ. 150 kg | ĉ. 160 kg | ĉ. 180 kg | ĉ. 250 kg |
Produkta Montro





Aliĝante al la teorio de "kvalito, servoj, efikeco kaj kresko", nun ni akiris fidojn kaj laŭdojn de hejma kaj internacia aĉetanto por Malmultekosta Prezlisto por Elektra Forno de Fonto-Fandado, Ĉu vi ankoraŭ serĉas bonkvalitan produkton konforman al via bona firmaobildo dum vastigado de via produkta gamo? Provu niajn kvalitajn produktojn. Via elekto pruvos esti inteligenta!
Malmultekosta Prezlisto porĈinio Cast Iron Fandforno kaj Indukta Forno, Nun ni havas nian propran registritan markon kaj nia kompanio rapide disvolviĝas pro altkvalita varo, konkurenciva prezo kaj bonega servo. Ni elkore esperas establi komercajn rilatojn kun pli da amikoj de hejme kaj eksterlande en proksima estonteco. Ni atendas vian korespondadon.
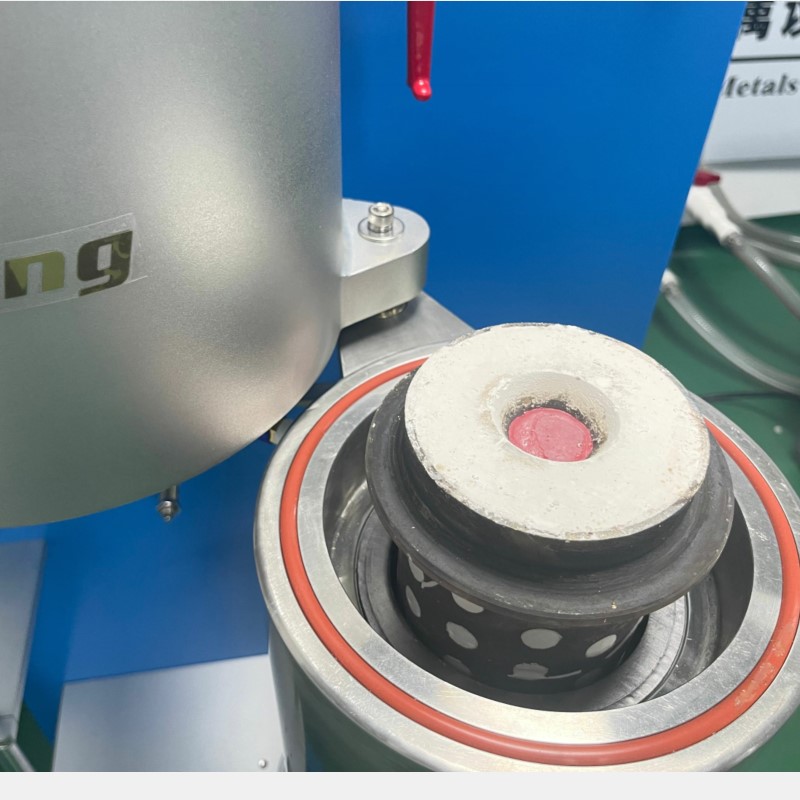
Konsumeblaj vakupremaj ĵetmaŝinoj:
1. Grafita fandujo
2. Ceramika gasketo
3. Ceramika jako
4. Grafita ŝtopilo
5. Termoparo
6. Varmiga bobeno
La plena juvelaĵlinio de produktado inkluzivas:
1. 3D presilo
2. Vulkanigilo
3. Vakso injektilo
4. Elbruliga forno
5. Vakua premo ĵetmaŝino
6. Purigado
7. Polurado
Nuntempe, juvelaĵfabrikoj amas havi plenajn aŭtomatajn fandajn sistemojn, kiuj ŝparas multajn laborkostojn kaj pliigas produktadon. Ĉe Hasung, ni provizas al vi plenajn juvelartajn solvojn ĉe la plej altkvalitaj produktoj certigitaj el Ĉinio.

-

Pogranda Prezo Ĉinio Malplena Indukta Hejtado ...
-

Provizu ODM Sen Kerna Mezfrekvenca Elektra I...
-
Plej bonkvalita Ĉinio 2 Kilogramo Neoksidebla Ŝtalo J...
-
Plej bonkvalita Ĉinio 2 Kilogramo Neoksidebla Ŝtalo J...
-

Produktaj Firmaoj por Ĉina Indukto Mel...
-

IOS-Atestilo Laboao 1000c~1800c Laboratorio C...










kontaktu nin
- English
- French
- German
- Portuguese
- Spanish
- Russian
- Japanese
- Korean
- Arabic
- Irish
- Greek
- Turkish
- Italian
- Danish
- Romanian
- Indonesian
- Czech
- Afrikaans
- Swedish
- Polish
- Basque
- Catalan
- Esperanto
- Hindi
- Lao
- Albanian
- Amharic
- Armenian
- Azerbaijani
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Cebuano
- Chichewa
- Corsican
- Croatian
- Dutch
- Estonian
- Filipino
- Finnish
- Frisian
- Galician
- Georgian
- Gujarati
- Haitian
- Hausa
- Hawaiian
- Hebrew
- Hmong
- Hungarian
- Icelandic
- Igbo
- Javanese
- Kannada
- Kazakh
- Khmer
- Kurdish
- Kyrgyz
- Latin
- Latvian
- Lithuanian
- Luxembou..
- Macedonian
- Malagasy
- Malay
- Malayalam
- Maltese
- Maori
- Marathi
- Mongolian
- Burmese
- Nepali
- Norwegian
- Pashto
- Persian
- Punjabi
- Serbian
- Sesotho
- Sinhala
- Slovak
- Slovenian
- Somali
- Samoan
- Scots Gaelic
- Shona
- Sindhi
- Sundanese
- Swahili
- Tajik
- Tamil
- Telugu
- Thai
- Ukrainian
- Urdu
- Uzbek
- Vietnamese
- Welsh
- Xhosa
- Yiddish
- Yoruba
- Zulu
- Kinyarwanda
- Tatar
- Oriya
- Turkmen
- Uyghur